Highlight:
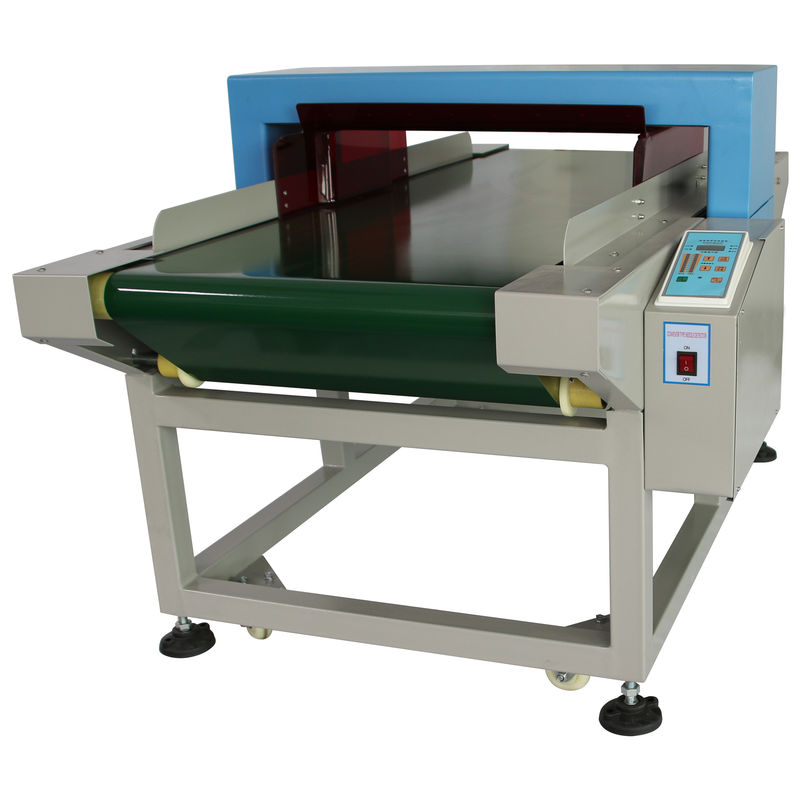
broken needle detector
, garment needle detector
Industry Automatic Needle Metal Detector Magnetic Induction With Sound / Light Alarm
Industry Automatic Needle minerals Metal Detector Machine / Metal Detector Machine
Company introduce:
SHANAN is a manufacturing company specialized in the design, engineering and production of Metal Detectors .check weigher .needle detector and Electromagnetic Inspection Devices.we offering solution for food industry ,Pharmaceutical industry , Textile garment industry ,Rubber industry .Tory industry where the factory need help to control their quality for find broken needles and metals .
Under our solution and machine support our valued customer can accreditation with the FDA ,ISF ,HACCP even FCCA request and requirement .
Meanwhile we strongly support the all the world public security career.with our support by our product of walk through metal detector and x ray baggage scanner . So many public can be safety , so many dangerous products can been keep away from public people .
To make sure that all garments manufacturing unit are free of any broken needle or other metal parts which could cause injury to a person handling the product at any stage of the operation.
All garments that need to be checked for metal is passed through metal detecting machine in the finishing department and else where as maybe applicable.
Finishing Manager will ensure that all garments that are required to undergo metal detection is checked for metal and the Manager QA must ensure that the work is conducted adequately and at all times.
2.0 Nine (9) Point Calibration Process
• The 9 Point calibration ensures that the equipment is functioning correctly and operating at the correct sensitivity (1.0mm).
• The 9 Point calibration must be done every hour by the authorized metal/needle detector machine operators.
• The 9 Point Calibration check on the detector is done by dividing the metal detector conveyor belt in 3 zones (ABC).
• The Calibration Card, supplied by machine vendor, is passed through each of these zones at three different height levels.
• The Detector sensitivity must be set at a level which is less than 1.0 mm sphere to detect the Calibration Card.
• The Calibration Card is placed on the conveyor belt and passed through each zone – A, B and C. Readings are recorded on a 9 Point Calibration Report.
• The 9 Point Calibration Report should be marked as follows:
o Y- If the needle detection activates (alarm sounds, light activates and machine stops) when the 1.0 mm Ferrous Calibration Card is passed through the search head.
o N – If the needle detector has no reaction (no alarm sound/light) when the 1.0 mm Ferrous Calibration Card is passed through the search head.
• If there is no reaction during the 9 point Calibration procedure the operator must stop the machine and call the supervisor. All production must be placed on hold since last acceptable 9 Point Calibration Report record.
• If repairs are needed, a qualified technician responsible for the Needle/Mechanical detection equipment must be called and after repair a new 9 point Calibration test must be done for verification.
Parameter :
| MODEL |
Broken needle risk inspection |
| Detection method |
Magnetic induction.digital process double sensor |
| Detection ability |
≥FeΦ0.8 |
≥FeΦ0.8 |
≥FeΦ1.0 |
≥FeΦ1.2 |
≥FeΦ1.5 |
≥FeΦ2.0 |
| Detection Height |
100mm |
120mm |
150mm |
200mm |
250mm |
300mm |
| Detection width |
Net width 600mm-non-standard sizes(custom) |
| Detection adjustment |
Touch screen adjust the level 1-12 |
| Alarm method |
Sound/light alarm and return, then restarts again |
| Power supply |
Ac220V 50-60Hz |
| Pated output |
140W |
| Machine Size |
L1820mm×W1050mm×H900mm |
| Weight |
280KG |
Use Range :
Garment .Textile.underwear .towel. Sanitary and so on industry .


 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!